15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
永盈welcome大厅购彩专注塑胶模具制造注塑加工!

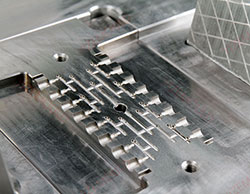
注塑模具零件在生产时由于一些原因,经常产生烧伤的情况。而注塑模具零件烧伤的原因也会因为机械、模具或者成型条件等不同而有差异,针对这些差异也会采取不同的解决方法,今天就跟大家简单分析下。
1.机械原因。例如,由于异常条件造成料筒过热,使树脂高温分解、烧伤后注射到制品中,或者由于料简内的喷嘴和螺杆的螺纹、止回阀等部位造成树脂的滞流,分解变色后带入制品,在制品中带有黑褐色的烧伤痕。这时,应清理喷嘴、螺杆及料筒。
2.模具的原因。主要是因为排气不良所致,这种烧伤一般发生在固定的地方,容易与第一种情况区别。这时应注意采取加排气槽反排气杆等措施。
3.在成型条件方面。背压在300MPa以上时,会使料筒部分过热,造成烧伤。螺杆转速过高时,也会产生过热,一般在40~90r/min范围内为好。在没设排气槽或者气槽较小时,注射速度过高会引起过热气体烧伤。
以上三点都是容易造成注射模具零件烧伤的原因及及解决方法,不知道看完这些大家对这方面有没有一个深刻的理解。宜泽模具专业制造各种模具零配件,欢迎有兴趣的朋友前来咨询。

宜泽模具专注于结构件塑胶模具、非标圆件、小零件塑胶模具、精密塑胶模具、塑胶配件制品模具,从模具设计到模具整工序制造、模具组立试模、产品注塑加工,整流程服务,模具精度达0.005mm,注塑产品精度达0.02mm,欢迎咨询。