15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
永盈welcome大厅购彩专注塑胶模具制造注塑加工!

根据塑料产品的结构不同和产品要求不同,注塑模具的结构也不同,常见的一些注塑模具结构,包括单分型面注塑模具、多分型面注塑模具、斜导柱侧向抽芯注塑模具,斜销内抽芯注塑模具,以及热流道注塑模具。
一、单分型面注塑模具;
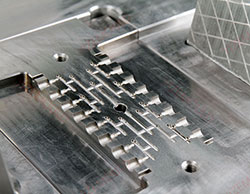
单分型面注塑模具也称两板式注塑模具,常见于大水口注塑成型模具中。这类模具结构简单,对塑件成型的实用性强,因此应用非常广泛。这种模具的缺点是浇口大,经常还要增加一道去除浇口的工序,而且在制品表面会留下浇口痕迹。所以,适用于对制品表面要求不高的注塑产品。
二、多分型面注塑模具;
多分型面注塑模具有两个或两个以上的分型面,其中以双分型面最为常见。双分型面注塑模具常称为三板式模具,由于这种模具常用于点浇口进胶的产品,所以,也称细水口模具。双分型面注塑模具应用极广,主要用于设点浇口的单型腔或多型腔模具、侧向分型机构设在定模一侧的模具以及塑胶件结构特殊需要按顺序分型的模具。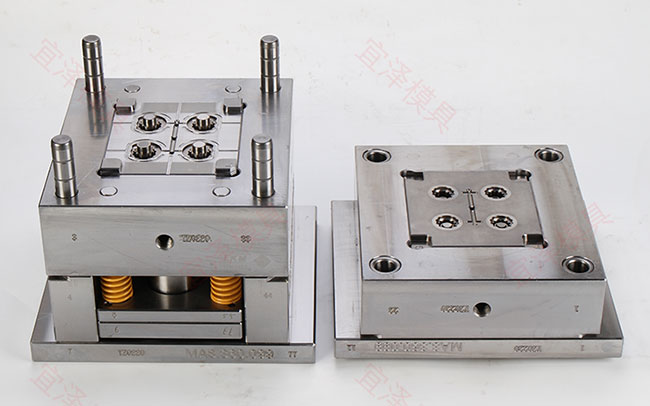
第一次分型的目的是拉出浇道的凝料,第二次分型拉断进料口使浇道的凝料与塑件分离,从而顶出的塑件不需要再进行去除浇道凝料的处理。
三、斜导柱侧向抽芯注塑模具;
当塑件侧壁有通孔、凹穴、凸台等特征时,其成型零件就必须制成可侧向移动的,带动型芯侧向移动的整个机构称为,侧向抽芯机构或横向抽芯机构。侧向抽芯机构种类很多,有斜导柱侧向抽芯、液压抽芯以及气动抽芯等,其中最常见的是斜导柱侧向抽芯机构,如图3.25所示。开模时,斜导柱先带动滑块往外移,当侧型芯完全脱出产品时,顶出机构才开始动作,顶出制品。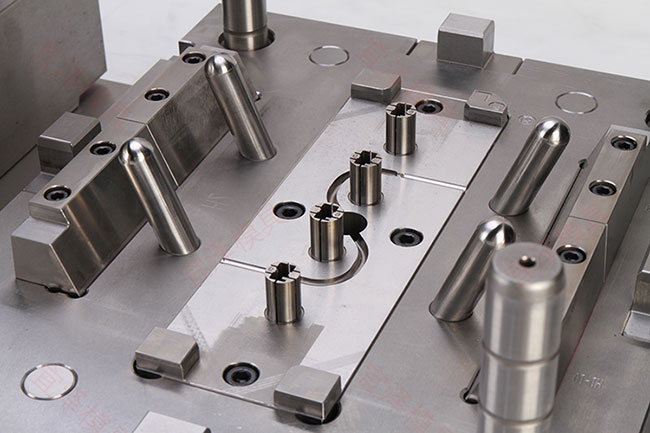
四、斜销内抽芯注塑模具;
当产品的内部有倒扣时需要使用斜销来成型这些倒扣位,把这类带有斜销的模具统称为斜销内抽芯注塑模具。这类模具结构相对复杂,需要在模具上增加斜销机构。开模时,先打开前、后模,然后注塑机的顶出机构推动模具的顶板往脱模方向运动,此时,斜销慢慢脱出产品的倒扣位,完全脱出后,通过模具上的脱料机构顶出制品。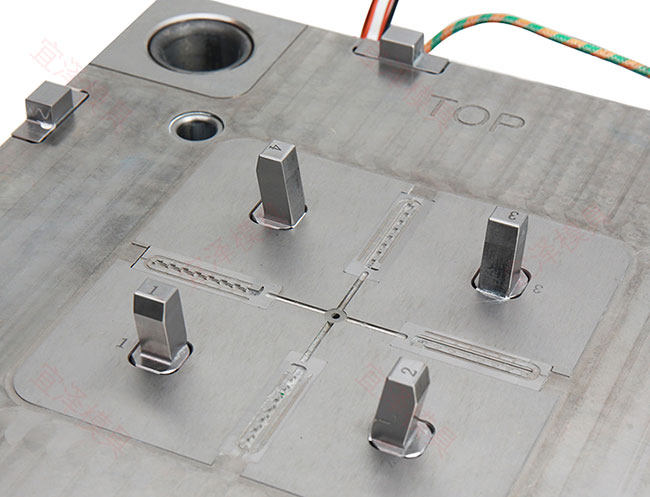
五、热流道注塑模具;
快速自动化注射成型工艺的发展,热流道注塑模具正被逐渐推广使用。它与一般注塑模具的区别是:注射成型过程中浇注系统内的塑料是不会凝固的,也不会随塑件脱模,因此这种模具又称无流道模具。这种模具的主要优点如下:
①基本上实现了无废料加工,既节约了原材料,又省去了切除冷料工序。
②减少进料系统压力损失,充分利用注射压力,有利于保证塑件质量。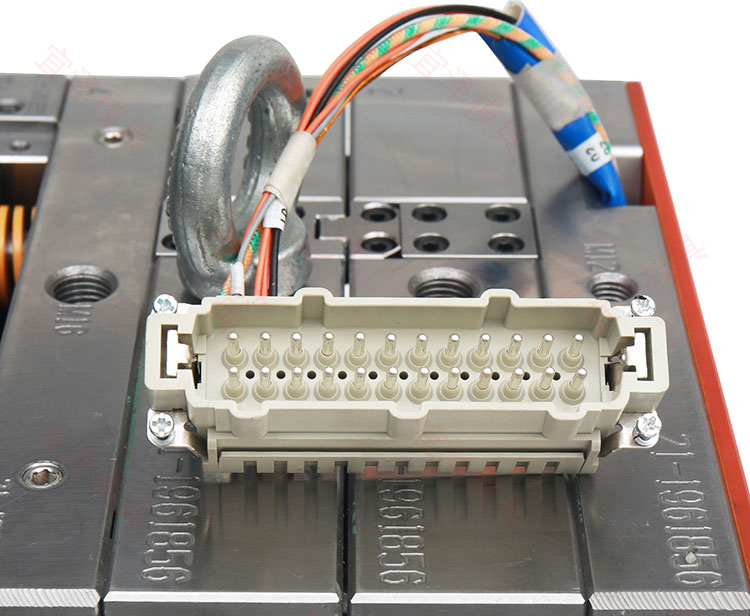
热流道注塑模具很好区分,一般带有上面图片上的,线缆的,模具接线盒的,都属于热流道模具。
因此,热流道注塑模具结构复杂,成本高,对模温的控制要求严格,适合于大批量生产。
宜泽模具专注精密注塑模具开发生产,主营:连接器模具,铁氟龙注塑开模,医疗注塑模具,十万级无尘注塑加工。欢迎来电或来厂洽谈;手机微信13302615729。