15�꾫��ģ�����쾭��
רע�ܽ�ģ������ע�ܼӹ�
רע�ܽ�ģ������ע�ܼӹ�
רע�ܽ�ģ������ע�ܼӹ���

ÿ��ע�ܳ���λ�������ά����ȡ���ڲ�ͬ��ģ��ѭ�����ڡ�������һЩͨ��ԭ�������ÿ��ģ��ʹ����������֤���������������������Ͷ����ģ���������Ч���У��Է���������ij��֡�
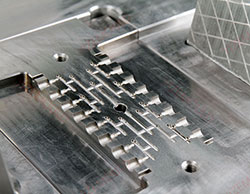
����ע��ģ���������ӵķ�����
1.�鿴ɢ���״��Ƿ���Ԥ���Ե������ʪ������������������������������������ʪ�����Ǿ���ζ���ڲ����������п���ˮ�������ˡ���ʪ����������Լ����������Ķ�·�������������ȫ�겻�ݵ����У����������ϻ�����ĩ��ػ��Ļ�������������������ļ��ʾͻ����ӡ�
2.�ǵ����Ѳ���Ա��Ҫ�ѽ��ڴ�������ͷ�����������CҪ�Dz���Ա���ɿ���ģ��ˮ�ڴ���һСƬ����֣����п�����ʵ�Ǹ���ˮ������������������⿴�����谭�Ķ���������ٵ�����ͷ��Ϊ�˲������ƻ����죬���ڲ�ȡ�ж�ǰȷ����������ϵͳ����ͷ���ͣ�ȷ�����в���Ա��ѵ�����ز�����ʶ���Լ����Ӵ����в�ͬ���͵���ͷ��
3.����ֹ�ۨC����ȫ�겻�����еĻ����������Ӧ��ÿ�ܽ���һ�Ρ�
4.����У��������ĵ���ֵ�C��Ӧ���ڸտ�ʼʹ�ü�������ʱ����Ѿ����������ĵ���ֵ�����ھ���ʱ���ٴβ��������жԱ��ˡ��������ֵ������10%�ĸ������ÿ����滻�������Ա�֤�����������������еĹؼ�ʱ�̳�״����Ҫ�Ǵ�û�в���������ĵ���ֵ�������ھͲ���һ�β������õ���ֵ���������ü�����ʱ�IJο����ݡ�
5.�鿴�����͵����Ƿ���ĥ��ļ��� �C ��Ѱ�Ƿ��йΓp����p�Ⱥۼ�������ĥ��������ȱ���Ĺ�ϵ������ۼ�ֻ�Ǹճ��֣���ô��������ͨ���������͵���������ӳ�������������ĥ���Ѻ����أ��Ǿ���ʱ�����������ˡ�����Ļ�����ǻ����о���ֿ������ܺõ��кϣ������㲿��ǻ�ڱ���һ��
6.���ˮ������C��ˮ·���ڴ�����һ�����ܣ���ˮͨ��ˮ������Ͱ����������ˮ���峺��������ɫ�Ϳ�������������������ˮ����ͨ������ζ��ij�����������������Щ����ͽ�����ˮ���ٴ��괩����֤��ͨ (���Dz�ȡ����õ��κη�����������)���Ľ�������ˮ����ϵͳ�ܹ���ֹδ���ٳ���������������������ĸ������⡣
7.��ϴ����C����һ���ʱ�䣬�������������ڻ���Ĥ״���ʶ���ú��ࡣ�Ƽ�ÿ������ʮ��������ģ����ϴ���úõ���ϴһ������ϴ�ɾ������ڶ�����Ϳ��һ������ֹ���˻���ѡ�
8.�鿴�ȹ���İ뾶�����Ƿ��жϿ� �C �Ͽ����ɲ����ڻ������������ɢ�ı�Ӳ��������Ƭ����ǰע��ʱ��ע����Ͳ��������ļг�������ɵġ�����ij���Ҳ�п�����������û�ж���
�ڷ��ֶϿ�ʱҪ���������ֿ����ԡ�������ܵ��ƻ������ص����ܷ�ֹ���ֻ���״й©(ģ��ʹ���ߴ�ǰʹ�õ�һ�����ָ�ڵ��ͻ���������ͷ����ֵ�����й©)����Ӧ�滻�����ס�
���ע��ģ�����������ӵķ����Ѿ��������ϼ��ܣ��������ģ��֪ʶ����ӭ��ע���ǣ�����ģ�߽߳�Ϊ������