15Äź¾«ĆÜÄ£¾ßÖĘŌģ¾Ńé
永盈welcome大厅购彩×Ø×¢ĖܽŗÄ£¾ßÖĘŌģ×¢Ėܼӹ¤
永盈welcome大厅购彩×Ø×¢ĖܽŗÄ£¾ßÖĘŌģ×¢Ėܼӹ¤
×Ø×¢ĖܽŗÄ£¾ßÖĘŌģ×¢Ėܼӹ¤£”

¶«ŻøŅĖŌóÄ£¾ßŌõĆ“×öµ½øś×”ÓŃ”¢¾©“É”¢ŗ½æÕµē×Ó”¢FCI”¢ÄŖŹĖµČ×æŌ½µē×Ó²śĘ·Ąą¹«Ė¾³¤ĘŚŗĻ×÷”£“Į£”ÕāĄļÓŠŅ»·ŻÄ£¾ßÖĘŌģ¹¤ŅÕĮ÷³Ģ½āĖµąø!Ēė²éŹÕ£”
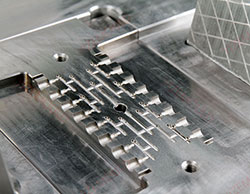
ĪŅĆĒČÕ³£Éś²ś”¢Éś»īÖŠĖłŹ¹ÓƵ½µÄø÷ÖÖ¹¤¾ßŗĶ²śĘ·£¬“óµ½»ś“²µÄµ×׳”¢»śÉķĶāæĒ£¬Š”µ½Ņ»øöÅßĶ·ĀŻĖ攢ŦæŪŅŌ¼°ø÷ÖÖ¼ŅÓƵēĘ÷µÄĶāæĒ£¬ĪŽ²»ÓėÄ£¾ßÓŠ×ÅĆÜĒŠµÄ¹ŲĻµ”£Ä£¾ßµÄŠĪד¾ö¶Ø×ÅÕāŠ©²śĘ·µÄĶāŠĪ£¬Ä£¾ßµÄ¼Ó¹¤ÖŹĮæÓė¾«¶ČŅ²¾Ķ¾ö¶Ø×ÅÕāŠ©²śĘ·µÄÖŹĮ攣ŅņĪŖø÷ÖÖ²śĘ·µÄ²ÄÖŹ”¢Ķā¹Ū”¢¹ęøń¼°ÓĆĶ¾µÄ²»Ķ¬£¬Ä£¾ß·ÖĪŖĮĖÖżŌģÄ£”¢¶ĶŌģÄ£”¢Ń¹ÖżÄ£”¢³åŃ¹Ä£µČ·ĒĖܽŗÄ£¾ß£¬ŅŌ¼°ĖܽŗÄ£¾ß”£
½ōøśŠ”±ą²½·„£¬Ņ»Ģ½¾æ¾¹ŅĖŌóÄ£¾ßÖĘŌģ¹¤ŅÕĮ÷³Ģ°É£”
Ä£¾ßÖĘŌģ¹¤ŅÕĮ÷³ĢČēĻĀ£ŗ
1.»ł±¾Į÷³ĢĪŖ£ŗÉóĶ¼Ņ»±øĮĻŅ»¼Ó¹¤Ņ»Ä£¼Ü¼Ó¹¤Ņ»Ä£Š¾¼Ó¹¤Ņ»µē¼«¼Ó¹¤Ņ»Ä£¾ßĮć¼ž¼Ó¹¤Ņ»¼ģŃéŅ»×°ÅäŅ»·ÉÄ£Ņ»ŹŌÄ£Ņ»Éś²ś
£Ø1£©Ä£¼Ü¼Ó¹¤
£Ø2£©Ä£Š¾¼Ó¹¤
£Ø3£©Ä£¾ßĮć¼ž¼Ó¹¤£ŗ“ņ±ąŗÅ”¢A/B°å¼Ó¹¤”¢Ćę°å¼Ó¹¤”¢¶„Õė¹Ģ¶Ø°å¼Ó¹¤”¢µ×°å¼Ó¹¤”¢·É±ß“ÖÄ„Ļ³“²¼Ó¹¤”¢Ēƹ¤¼Ó¹¤”¢CNC“Ö¼Ó¹¤”¢ČČ“¦Ąķ”¢¾«Ä„”¢CNC¾«¼Ó¹¤”¢µē»š»Ø¼Ó¹¤”¢Ź”Ä£”¢»¬æé¼Ó¹¤”¢Ń¹½ōæé¼Ó¹¤”¢·ÖĮ÷׶½½æŚĢ×¼Ó¹¤”¢Ļā¼ž¼Ó¹¤

2.Ä£Ē»µÄÉś²ś·½·Ø»¹ÓŠĄä¼·Ń¹”¢ČČ¼·Ń¹”¢µē»š»Ø¼Ó¹¤Óėŗø”£
£Ø1£©Ąä¼·Ń¹·ØŹŹŗĻÓŚŠ”ŠĶÄ£¾ß£¬ÓČĘäŹĒ¶ąŠĶĒ»Ä£¾ß£¬ŅŌ±£Ö¤ø÷ŠĶĒ»µÄŅ»ÖĀŠŌ”£
£Ø2£©¶Ō“óČŻ»ż£ØĄżČē3m”££©Ä£Ē»£¬æÉŹ¹ÓĆ»śŠµ¼Ó¹¤ČŚŗĻŗø·½·ØĄ“Éś²ś”£¾Ü¾ų“µĖÜÖĘĘ·ÓŠøߵijߓē¾«¶ČŹ±£¬ŅŖŹ¹ÓĆ·ĀŠĪĻ³Ļ÷µÄ·½·ØĄ“Éś²śÄ£Ē»”£Éč¼ĘÄ£Ē»³ß“ēŹ±ŅŖæ¼ĀĒµ½ŹÕĖõĀŹ”£
£Ø3£©¶Ō»śŠµ¼Ó¹¤ŠĶĒ»£¬ŹÕĖõĀŹ»¹°üĄØ“µĖÜÖĘĘ·µÄŹÕĖõĀŹÓėÄ£¾ßŗó¼Ó¹¤¾³£³öĻֵďÕĖõĀŹ£»¶ŌÖżŠĶĒ»£¬»¹ŅŖæ¼ĀĒµ½Ä£¾ß²ÄĮĻÖż¹ż³ĢÖŠµÄŹÕĖõĀŹ”£
3.Ä£Ē»Éś²śµÄ×īŗó½×¶ĪĪŖ“ņÄ„”¢ÅēÉ°»ņ×ŖÓ””£
£Ø1£©×ŖÓ”Ē°£¬ÓČĘäŌŚ±ŲŠė×ŖÓ”ĻøÖĀ»ØĪĘĶ¼°øŹ±£¬ŅŖ³żČ„¹¤¼ž”¢µē»š»Ø¼Ó¹¤”¢ŃŠÄ„»ņ¼·Ń¹¼Ó¹¤²śÉśµÄĮŪŠ¼ŗĶŗŪ¼££¬Č·±£ÓŠŅ»¶ØµÄ¹ā½ą¶Č”£
£Ø2£©³ż·ĒÉś²śÅśĮæĻąµ±“óŹ±£¬Ä£Ē»Ņ»°ć²»Šč¾Ó²»Æ“¦ÖĆ£¬Ņ²ŗÜÉŁ¶Ęø²½šŹō£ØČē¶Ęøõ£©”£
£Ø3£©ČōŠĶĒ»ŅŖ¾Ó²»Æ“¦ÖĆ»ņ¶Ęøõ£¬Ó¦ŌŚ×ŖÓ”ŗóÕ¹æŖ”£¼ŠÅ÷Ē¶æ锢ĄøĖ”¢µ¼ÖłÓėµ¼Ģ׵ȶąŹżÓĆøÖ»ņĶÖåŗĻ½šĶعż»śŠµ¼Ó¹¤Éś²ś£¬»¹ŅŖ¾Ó²»Æ“¦ÖĆ”£
¶«ŻøŅĖŌóÄ£¾ßÖĘŌģ¹¤ŅÕĮ÷³ĢÖŠµÄ¼¼ŹõÓÅŹĘ£ŗ
£Ø1£©Ę½Ä„µÄ¾«¶ČæÉ“ļ0.001mm£¬ŃŠÄ„Ēå½ĒæÉ“ļR0.015. 100¼žĄŪ¼Ę¹«²īæÉæŲÖĘŌŚ0.01mmŅŌÄŚ
£Ø2£©ĻßøīŹ¹ÓƵÄĻøĶĻß“ļ0.1mm, Ļßøī¾«¶ČæÉ“ļ0.005mm”£Ę½ŠŠ¶Č”¢“¹Ö±¶Č”¢Ö±Ļ߶ČæÉ“ļ0.002mm.
£Ø3£©·Åµē¾«¶ČæÉ“ļ0.005mm.£¬·ÅµēĒå½ĒæÉ“ļR0.015£¬·Åµē¹ā½ą¶ČæÉ“ļRa0.2.
ŌŚŅĖŌó¹«Ė¾Ź®ÓąÄźµÄĘóŅµ¾ÓŖÖŠ£¬ÓŠ½ĻĒæµÄ¾«ĆܳåŃ¹Ä£¾ß²æĘ·¼Ó¹¤ÄÜĮ¦£¬²»¶Ļ¹į³¹”°Ę·ÖŹµŚŅ»”¢æĶ»§ÓÅĻČ”±µÄĘ·ÖŹ·žĪń·½Õė£¬Å¬Į¦ĪŖæĶ»§Ģį¹©×īÓÅŠćµÄĘ·ÖŹ½»ĘŚ”£
ŅĖŌóÄ£¾ß×Ø×¢ÓŚ½į¹¹¼žĖܽŗÄ£¾ß”¢·Ē±źŌ²¼ž”¢Š”Įć¼žĖܽŗÄ£¾ß”¢¾«ĆÜĖܽŗÄ£¾ß”¢ĖܽŗÅ伞ÖĘĘ·Ä£¾ß£¬“ÓÄ£¾ßÉč¼Ęµ½Ä£¾ßÕū¹¤ŠņÖĘŌģ”¢Ä£¾ß×éĮ¢ŹŌÄ£”¢²śĘ·×¢Ėܼӹ¤£¬ÕūĮ÷³Ģ·žĪń£¬Ä£¾ß¾«¶Č“ļ0.005mm£¬×¢ĖܲśĘ·¾«¶Č“ļ0.02mm£¬»¶Ó×ÉŃÆ”£