15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
永盈welcome大厅购彩专注塑胶模具制造注塑加工!

顺应时代的发展促使宜泽模具新领域进行不断的深挖,今天小编为大家科普的是注塑成型工艺。
宜泽模具在新的领域
宜泽模具新领域的开发得益于日本客户的信赖,注塑成型工艺的过程主要包括合模---填充--保压--冷却--开模--脱模
注塑工艺中的填充是指在合并模具,液体塑料开始流向模具的腔体,流动速度分为高速填充和低速填充,取决于塑料高分子流动,当两股塑料溶胶汇聚时,两端腔体塑料溶液互相平行,相互缠绕床头,此时的高温是溶体的热性质几乎相同,最终布满整个模具腔体。
在保压阶段,通过压实熔体,缩小熔体面积进而塑料密度增加,背压上升,此时塑料受到冷却,温度降低,由液体开始转换成固体,保压阶段机器持续浇口固化到封口为止。在选择注塑机的时候,要选用咬合力高的锁模,防止涨模现象造成的毛边,溢料甚至是撑开模具。
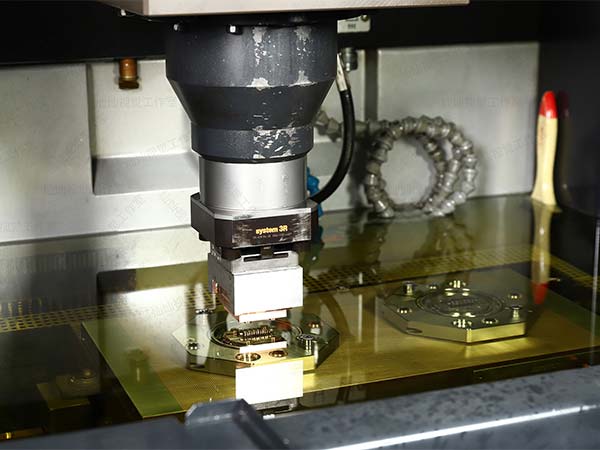
冷却阶段是为了避免脱模后成品因外力而产生变形,冷却阶段占塑料成型的大部分时间,为了缩短周期,冷却系统设计尤为重要,注塑成型的冷却系统有合模时间,填充时间,保压时间,冷却时间和脱模时间构成,此次宜泽模具新领域的开发,工程师们着重设计研究注塑成型工艺中的冷却系统。
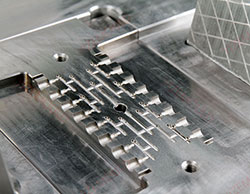
脱模是最后一个环节,即使塑料制品已经是固态成型,一旦脱模方向或者顶出受力不均,将会引起塑料制品产生变形。对于顶针制作,宜泽模具已经有十多年的经验,此次新领域的开发也有着得天独厚的优势,无论是精密顶针还是内部高精密镶件腔体,都由公司内部开发生产,收到成品的客户也是非常满意。
以上是有关宜泽模具新领域开发的分享,如果小伙伴们想来咨询有关注塑成型工艺,欢迎大家前来探讨!
宜泽模具专注于结构件塑胶模具、非标圆件、小零件塑胶模具、精密塑胶模具、塑胶配件制品模具,从模具设计到模具整工序制造、模具组立试模、产品注塑加工,整流程服务,模具精度达0.005mm,注塑产品精度达0.02mm,欢迎咨询。