15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工!

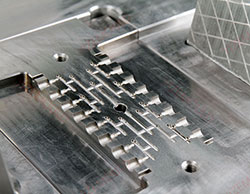
很多做模具行业的朋友对模具钨钢刀具应该了解,可是在钨钢刀具生产加工过程中怎样都会受到磨损,那么到底是什么原因造成钨钢刀具磨损呢?相信很多朋友对此都不是很明白,下面跟宜泽小陆一起来分析下钨钢刀具磨损的原因,让大家以后在钨钢刀具生产加工中能更少的出现这样的现象,减少不必要的伤害,延长钨钢模具刀具的使用寿命,减少生产成本,提高生产效率。钨钢刀具在生产加工切削作业的过程中,磨损是不可避免的现象。针对具体切削作业的实际效果,钨钢刀具磨损原因大致可以分为五类。
一,氧化磨损
当钨钢刀具切削作业温度超过700℃后,空气中的氧会与钨钢中的化学元素发生化学反应,在钨钢刀具表面形成疏松而脆弱的氧化物。当这些氧化物被机械作用擦去后,钨钢刀具将被腐蚀磨损,而在刀具表面留下凹坑。
在一般情况下,钨钢刀具在较高的切削速度(100-200m/min)下,以较大的切削深度及进给量切削钢材时,副后刀面最容易发生氧化磨损。
二,机械擦伤磨损
工件材料或切屑底层的硬质点(如工件材料中的金属碳化物、积屑瘤碎片及由钨钢刀具上摩擦下来的微粒等)在钨钢刀片表面摩擦刻划,由于这种机械作用,逐渐擦掉钨钢刀具表面材料,造成磨损。机械擦伤磨损在各种切削速度下都存在。但在低速切削时,这是钨钢刀具磨损的主要原因。工件中的硬质点较多,工件材料硬度与刀具硬度比越高,机械擦伤磨损越严重。
三,扩散磨损
在用钨钢刀具高速切削时,切削温度可达800℃,此时钨钢中的Co、C、W、Ti等元素会扩散渗透到切屑和工件中去,另一方面,工件材料中的铁元素也会扩散到刀具表层,使钨钢刀具材料的金相结构发生变化,强度、硬度下降,促使钨钢刀具迅速磨损。
切削温度越高,扩散速度越快,钨钢刀具磨损也越迅速;Ti的扩散速度比C、Co、W等元素慢,所以YT类钨钢比YG类钨钢耐磨性好;涂层钨钢表面沉积有较难扩散的材料,比一般钨钢的耐磨性好。
四,黏结磨损
在切削温度稍高的情况下,钨钢刀具前、后刀面上的一些突出点,在相对运动中,会与工件、切屑发生黏结,逐渐被工件或切屑剪切、撕裂而带走,这就是黏结磨损。
钨钢刀具材料与工件材料的化学亲和力越大,钨钢刀具材料的性质越脆,材质越不均匀,黏结磨损就越严重。通常,钨钢刀具在产生积屑瘤的切削速度范围内,最易产生这种磨损。
五,相变磨损
各种工具钢钨钢刀具在一定的切削温度下,钨钢刀具表面层的金相结构组织会由回火马氏体转变成贝氏体、托氏体或素氏体,其硬度大为下降,从而加速了钨钢刀具的磨损。
做模具配件行业的朋友,对钨钢刀具都会了解些,钨钢刀具作为切削利器,正确的使用也是提高刀具寿命的有效方式。宜泽模具专业的钨钢零配件、连接器模具镶件的生产厂家,有任何需要可以联系我们哈。

宜泽模具专注于结构件塑胶模具、非标圆件、小零件塑胶模具、精密塑胶模具、塑胶配件制品模具,从模具设计到模具整工序制造、模具组立试模、产品注塑加工,整流程服务,模具精度达0.005mm,注塑产品精度达0.02mm,欢迎咨询。