15年精密模具制造经验
永盈welcome大厅购彩专注塑胶模具制造注塑加工
永盈welcome大厅购彩专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工!

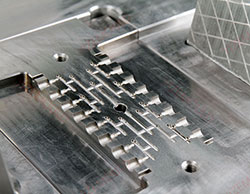
慢走丝电火花线切割机加工是高科技高精度的加工方式,随着模具配件市场的发展,慢走丝机床的维护保养应该受到重视。大家应该清楚,慢走丝加工工件的精度和质量等级是直接建立在机床的所能达到的精度的基础之上,所以在每次加工前都必须严格检查慢走丝机床的状态和工作情况。只有确保机床的性能优良,工件的加工质量才能得到保障。今天,宜泽小陆为你介绍慢走丝电火花线切割机加工质量影响的其中因素和控制方法。
在使用机床加工的时候,必须注意一下的环节和应采取的措施。首先,长期暴露在空气中的电极丝不能用于加工高精度的零件。主要原因是电极丝在空气中会氧化,这是难以完全避免的,使用表面被氧化的电极丝进行加工工作就会对加工工件的表面质量造成影响。因此,正确保存电极丝非常重要。保管电极丝时应注意不要损坏电极丝的包装膜, 尽量避免电极丝直接与空气接触造成氧化。在加工前,要检查电极丝的质量,更换质量不合适的电极丝。另外电极丝的张力也对加工工件的表面质量有一定影响,因此应在不断丝的情况下尽量提高电极丝的张力,保证加工表面的高质量。
其次,慢走丝电火花线切割机一般采用去离子水作为工作液。我们知道,火花放电必须在具有一定绝缘性的液体介质中进行,这些绝缘介质可以使击穿后的电通道压缩,火花放电可以在由此形成的半径较小的通道中进行,瞬时行程的局部高温融化并气化金属,且当放电结束后又能迅速恢复放电间隙的至原有绝缘状态。
由此可见,绝缘性能太低将产生电解而不能被击穿形成火花放电,而绝缘性太高又会使得放电间隙太小,排屑困难,导致切割速度降低。一般电阻率应在5×104到10×104cm之间,加工前必须仔细观察电阻率表的数值。特别是在机床刚起动时,会发现电阻率往往不在这个范围内,这时不要急于动工,应让机床先运转一段时间使其达到要求数值后方可进行正常使用。
且为了保证加工精度,应提高加工液的电阻率。当发现水的电阻率不再提高,应更换离子交换树脂。再者必须检查冷却液的相关条件,如检查加工液的液量,检查过滤压力表,压力值应在.0×13-3Pa以上。当加工液从污浊横向清洗槽逆向流动时则需要更换过滤器,以保证加工液的绝缘性能、洗涤性能、冷却性能达到要求。

慢走丝电火花线切割机加工是一项高精度高科技的加工方式。东莞市宜泽模具是专业的模具零配件加工公司,优质的连接器模具配件首选宜泽。
宜泽模具专注于结构件塑胶模具、非标圆件、小零件塑胶模具、精密塑胶模具、塑胶配件制品模具,从模具设计到模具整工序制造、模具组立试模、产品注塑加工,整流程服务,模具精度达0.005mm,注塑产品精度达0.02mm,欢迎咨询。