15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工!

在对模具配件材料进行热处理时候,钢的化学成分及原始组织都有一定程度的影响,那么在对模具配件进行热处理的时候,我们该如何避免模具配件热处理的变形呢?今天我们就跟宜泽小陆一起来了解下如何避免模具配件热处理的变形这一问题吧:
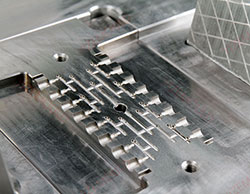
目前在模具制造中,已开始应用电火花加工、成型磨削、线切割等新工艺,较好地解决了复杂模具的加工和热处理变形问题。随着模具热处理行业的发展,这些新工艺由于受到各种条件的限制,尚未能普遍应用。因此,如何减少模具的热处理变形,目前仍是一个很重要的问题。下文针对热处理过程中如何避免模具变形做简要分析。一般模具要求精度较高,经热处理以后,又不便于甚至不可能再进行加工和校正,因此,在热处理后,即使组织性能已达到要求,但如变形超差,仍然因无法挽救而报废,这样不仅影响生产,而且还造成经济上的损失。
要想避免模具配件热处理的变形,首先在热处理前,对各原材料的处理。
材料对热处理变形的影响,包括钢的化学成分及原始组织两方面的影响。从材料本身来看,主要通过成分对淬透性、Ms点等的影响而影响热处理变形。碳素工具钢在正常淬火温度进行水-油双液淬火时,在Ms点以上产生很大的热应力;当冷到Ms点以下时,奥氏体向马氏体转变,产生组织应力,但由于碳素工具钢淬透性差,所以组织应力的数值不大。加上其Ms点不高,在发生马氏体组织转变时,钢的塑性已经很差,不易发生塑性变形,因此,就保留了热应力作用所造成的变形特征,模具型腔趋向收缩。但若淬火温度提高(>850℃),也可能因组织应力起主导作用,而使型腔趋向于胀大。
在用9Mn2V,9SiCr,CrWMn,GCr15钢等低合金工具钢制作模具时,其淬火变形规律与碳素工具钢相似,但变形量要比碳素工具钢要小。对于一些高合金钢,如Cr12MoV钢等,由于其碳及合金元素含量较高,Ms点较低,因而淬火后有较多的残余奥氏体,它对由于马氏体而致的体积膨胀有抵消作用,因此,淬火后的变形就相当小,一般用空冷、风冷、硝盐浴淬火时,模具型腔趋于微量胀大;若淬火温度过高,则残余奥氏体量增加,型腔也可能缩小。若用碳素结构钢(如45钢)或某些合金结构钢(如40Cr)制作模具,则因其Ms点较高,当表面开始马氏体转变时,心部温度尚较高,屈服强度较低,有一定的塑性,表面对心部的瞬时拉伸组织应力,易于超过心部的屈服强度而使型腔趋向胀大。
此外,最终热处理之前的组织状态对变形也有一定的影响,例如,原始组织为球状珠光体的就比片状珠光体的在淬火后变形倾向要小。所以变形要求严格的模具,常在粗加工后先进行一次调质处理,然后再进行精加工及最终热处理。

其次就是要改善模具设计,避免截面大小差距
模具几何形状对热处理变形的影响,实际上仍是通过热应力、组织应力来起作用的。由于模具的形状是多种多样的,要从中总结出确切的变形规律,目前还很困难。对于对称型的模具,可根据型腔尺寸、外形尺寸及高度来考虑型腔的变形倾向。
当模具的壁薄、高度小时,则较易于淬透,这时有可能是组织应力起主导作用,因此,型腔常趋向胀大。反之,壁厚、高度大,则不易淬透,此时可能是热应力起主导作用,因此,型腔常趋向缩小。这里所说的是一般趋势,在生产实践中,还须结合零件的具体形状,所采用的钢种及热处理工艺等来加以考虑,通过实践不断总结出经验来。由于实际生产中,模具的外形尺寸往往不是主要的工作尺寸,且变形后还可通过磨加工等加以校正,所以上面分析的主要是型腔的变形趋势。对于不对称的模具的变形,同样也是热应力、组织应力综合作用的结果。
例如,对薄壁薄边的模具,由于模壁薄,淬火时内外温差小,因而热应力小;但容易淬透,组织应力较大,所以变形趋向于型腔胀大。为了减小模具的变形,热处理部门应与模具设计部门共同研究,改善模具设计,如尽可能避免截面大小相差悬殊的模具结构、模具形状力求对称、复杂模具用拼合结构等。当不能改变模具形状时,为了减小变形,还可以采取一些其它的措施。这些措施总的考虑是改善冷却条件,使各部分得以均匀冷却;此外,也可以辅助以各种强制措施,以限制零件的淬火变形。
宜泽模具专注于结构件塑胶模具、非标圆件、小零件塑胶模具、精密塑胶模具、塑胶配件制品模具,从模具设计到模具整工序制造、模具组立试模、产品注塑加工,整流程服务,模具精度达0.005mm,注塑产品精度达0.02mm,欢迎咨询。