15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
永盈welcome大厅购彩专注塑胶模具制造注塑加工!

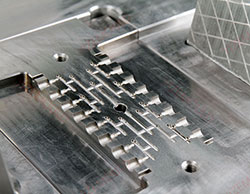
模具配件顶针选用的注意事项:
1)防止塑件变形或损坏,正确分析塑件对模腔的粘附力的大小及其所在部位,有针对性地选择合适的脱模装置,使顶出力施于塑件刚性及强度最大的部位,即尽可能顶在壁边,骨位、柱位下面,作用面积也尽可能大一些(即尽可能选直径大的顶针),以防塑件变形或损坏。
2)结构合理可靠,顶出机构应工作可靠,运动灵活,制造方便,更换容易且具有足够的强度和刚度。
3)顶针直径在φ2.5以下而且位置足够时要做有托顶针;司筒壁在1mm以下或司筒壁径比≤0.1的要做有托司筒,托长尽量取大值。
4)顶针的有效配合长度=(2.5~3)D,最小不得小于8mm,尺寸。
5)顶针尽量不要放在镶件拼接处.
6)对于10mm以上高的长骨位胶位,建议用扁顶针顶出。注意扁顶针已由公司自制,其扁身部分越短强度越好,加工也容易,设计规格中要注明圆柱部分长度;对于10mm以上高的管柱位建议用司筒顶出。