15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工!

今天,跟大家一起来讨论一下注塑模具主流道设计小要点。在塑料注射成型模具设计过程中,明确成形收缩率的重要性很大。针对其成形收缩率进行说明。体现了几种主要热塑性塑料的成形收缩率、型腔表面温度、注射成型压力。
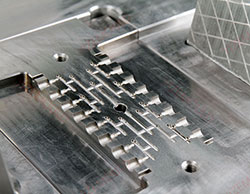
主流道是塑料熔体进入注塑模具型腔是最先经过的部位,它将注塑机喷嘴注出的塑料熔体导入分流道或注塑模具型腔,其形状为圆锥形,便于熔体顺利的向前流动。开模时主流道凝料又能顺利拉出来,主流道的尺寸直接影响到塑料熔体的流动速度和充模时间,由于主流道要与高温塑料和注塑机喷嘴反复接触和碰撞,通常不直接开在定模上,而是将它单独设计成主流道套镶入定模板内。
主流道套通常由高碳工具钢制造。
注塑模具主流道的设计要点如下:
1.为便于从主流道中拉出浇注系统的凝料以及考虑塑料熔体的膨胀,主流道设计成圆锥形。
2.主流道大端呈圆角,其半径取r=1~3mm,以减少流速转向过渡的阻力。
3.在保证塑件成形良好的情况下,注塑模具主流道的长度应尽量短,否则会使主流道的凝料增多,且增加压力损失,使塑料熔体降温过多影响注射成形。
4.为使熔融塑料完全进入主流道而不溢出,应使主流道与注射机的喷嘴紧密对接,主流道对接处设计成半球形凹坑。主流道部分常设计成可拆卸的主流道衬套,以便选用优质钢材单独加工和热处理,所以在主流道处采用电加热以提高料温。