15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工!

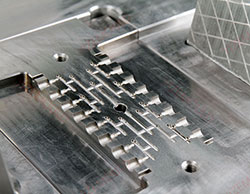
永盈welcome大厅购彩是长安镇有名的精密塑胶模具零件加工厂家,我们生产的精密塑胶模具零件一直都是我们的口碑产品。宜泽以质量好,价格优惠,交期准等优势一直领先于同行,使我们的产品一直保持者业界领先的销售量,2013年出口营业额到达800万人民币,我们的营业额就是我们质量较好的证明。下面就由宜泽模具为你讲解精密塑胶模具零件的锻造工序。
精密塑胶模具零件自由锻的工序可分为基本工序、辅助工序和精挣工序三大类。辅助工序是为基本工序操作方便而进行的预先变形的过程,如压钳口、压钢锭棱边、压肩等。精密塑胶模具零件加工的基本工序是改变坯料形状、尺寸以获得所需锻件的工艺过程。如镦粗、拔长、冲孔、弯曲、扭转、错移等。精整工序是用来修整锻件表面缺陷,使其符合图样要求的过程。如校正、平整、滚圆等。
精密塑胶模具零件的基本工序的主要工序有以下几个。
1)镦粗。使坯料高度减少、横截面积增大的工序。镦粗是自由锻生产中较常用的工序。圆坯料的高度与直径之比应小于2.5,否则易镦弯;坯料加热温度应在允许的较高温度范围内,以便消除缺陷,减小变形抗力。主要用于圆盘类工件,也可以作为冲孔前的辅助工序。
2)拔长。使坯料横截面积减小、长度增大的工序。坯料的下料长度应大于直径或边长;为达到规定的锻造比和改变金属内部组织结构,锻造时,拔长经常与镦粗交替反复使用。拔长凹档或台阶前应先压肩;矩形坯料拔长时要不断翻转,以免造成偏心或弯曲。用于轴类、杆类锻件的生产,也可以用来改善锻件内部质量。

3)冲孔。在工件上冲出通孔或不通孔的工序。孔径小于450mm的可用实心冲孔;孔径大于450mm的可用空心冲孔;孔径小于30mm的孔一般不冲出。冲孔前坯料应镦粗以改善坯料的组织性能及减小冲孔的深度。
优质精密塑胶模具零件加工厂家,选择宜泽模具!欢迎来图报价,我们专业的生产人员与业务人员为您服务。