15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工!

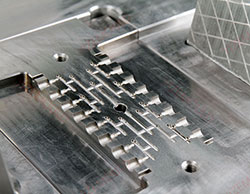
东莞市长安镇是有名的模具生产集中地,在长安镇现在大概有3000多家大大小小的模具制造企业,要在这些模具企业中抢占商机,就必须以过硬的产品质量和优质的售后服务赢取客户的信任。东莞精密连接器模具厂家哪家质量好,哪家价格优惠?宜泽模具是你的不二选择。永盈welcome大厅购彩在精密连接器模具方面已有十余年的制造经验,我们制造的精密连接器模具品质优良,欢迎来图定制。下面就由宜泽模具为你讲解精密连接器模具锻件冷却加工。
精密连接器模具锻件从终锻温度冷至室温的过程叫锻件的冷却,它是锻造生产中的冲压环节之一。锻件的冷却按照锻件的化学成分、截面尺寸、原材料质量,采用不同的冷却方法。若冷却不当,轻则锻件发生变形弯曲、表面硬度过高和不能切削加工,也可能延长生产周期;严重时锻件出现表面裂纹、白点,使锻件报废。锻后冷却对高合金钢和大型锻件尤为重要。
常用的锻件冷却方法,按其冷却速度由快到慢的顺序分为空冷、堆冷、坑冷(或箱冷)、灰冷(或砂冷)、炉冷、退火等六种。
1)空冷。锻件锻后放在车间的地面上冷却,但不要放在潮湿地面或金属板上,还要防止过堂风,避免锻件局部冷却过快而产生裂纹、弯曲、变形等缺陷。
2)堆冷。锻件锻后成堆放在静止的的空气中冷却。
3)坑冷(或箱冷)。锻件锻后放在地坑或箱子中冷却。
4)灰冷(或砂冷)。锻件锻后放在炉渣、石灰或砂中冷却。所用的炉渣、石灰或砂必须干燥。一般锻件放入炉渣、石灰或砂的温度不低于500℃,锻件周围的炉渣、石灰或砂的厚度不得小于80mm。
5)炉冷。锻件锻后放在炉中慢慢冷却。锻件入炉的温度一般在600~650℃,较低不应低于350℃。炉子应事先升到650℃保温待料,因为此温度对扩氢比较有利。待锻件全部入炉后再按冷却规范进行炉冷。一般出炉温度不宜高于100~150℃。炉内要避免冷空气进入。
6)退火。这是防止白点的冷却热处理工艺。

宜泽模具专注于结构件塑胶模具、非标圆件、小零件塑胶模具、精密塑胶模具、塑胶配件制品模具,从模具设计到模具整工序制造、模具组立试模、产品注塑加工,整流程服务,模具精度达0.005mm,注塑产品精度达0.02mm,欢迎咨询。