15年精密模具制造经验
专注塑胶模具制造注塑加工
专注塑胶模具制造注塑加工
永盈welcome大厅购彩专注塑胶模具制造注塑加工!

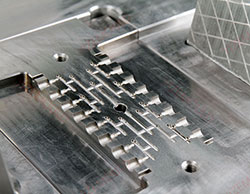
随着精密模具零配件行业加工的发展,模具零件精密加工也受到了青睐。今天跟宜泽小陆一起来看下宜泽的模具零件精密加工过程的控制是怎样的吧,这样能让大家在工作中能更好的做好精密加工的工作,模具零件的加工,总的指导思想是针对不同的模具零件、不同的材质、不同的形状和不同的技术要求进行适应性加工,选择性方案很多。但是,通过对加工过程的控制,达到最好的加工效果和经济性是我们关注的重点。根据模具零件的外观形状,零件主要可分为三类:轴类、盘类、板类与成型异类零件。这三类零件的工艺过程一般为:粗加工―半精加工―(淬火、调质)―精密磨削―电加工―钳工修整―组装加工。
1.模具零件热处理
模具零件要获得所要求的热处理硬度,必要对零件热处理内应力进行控制,使零件加工时和加工后尺寸公差、形位公差能够稳定,针对不同材质的零件作用,有不同的热处理方式。其工艺要考虑的是经济性、材料淬透性、淬硬性、过热敏性以及脱碳敏感性。淬火后一般工件都存留内应力,容易导致后续精加工或工作中开裂,零件淬火后应趁热回火,消除淬火应力。形状复杂、内外转角较多的工件,回火有时还不足以消除淬火应力,精加工前还需进行去应力退火或多次时效处理,充分释放应力。根据不同的要求采取不同的方法。
2.模具零件电加工
现代的模具企业,几乎已不缺电加工,因为电加工可以对各类异型、各类型腔或高硬度零件进行有效加工,因此已经成为模具制造和金属加工行业必不可少的加工手段。慢走丝线切割加工技术,从企业反馈的信息得知:精度已可达±0.002mm,粗糙度Ra=0.4μm。为追求加工精度,粗加工完成后,需释放加工应力。处理应力集中的方法,可运用矢量平移原理,精加工前先留0.8~0.9mm余量,预加工出型腔大致形状,再进行热处理,使加工应力尽可能在精加工前释放,以保证热稳定性。电火花成型加工分别要制作粗、精电极。精加工电极要求形状符合型腔性好,好的精电极已用CNC数控机床加工完成。不同材质的模具零件,应适当选用电极材质。设计电极时,计算电极的间隙量及电极数量。当进行大面积或重电极加工时,工件与电极装夹均要稳固,具有一定的强度,防止加工过程中松动。但是电火花加工后的表面比普通机械加工或热处理后的表面更难研磨,因此电火花加工结束前应采用精规准修整,去除表面形成的硬化薄层。
3.模具零件表面处理
成型表面处理的内容,包含钢材表面无气孔、硬度均匀、各向特性差异小、夹杂物低和零件表面在加工时留下刀痕、磨痕等应力集中的地方。因此在加工结束后,需要对零件进行表面强化,通过机械抛光、钳工打磨、抛光,处理掉加工隐患。对工件无用棱边、锐角、孔口进行倒钝。一般地,电加工表面会有变质硬化层6~10μm左右,呈灰白色颜色,该层脆而带有残留应力,在使用之前要充分消除硬化层,方法为表面抛光,抛磨掉硬化层。想获得高质量的抛光效果,工件的材质、形状、硬度以及切削加工的表面质量要有充分的考虑,必备有高质量的抛光工具、优质的抛光材料、正确的抛光工序、严谨有致的人员素质、良好的清洁环境。
4.模具零件磨削加工
磨削加工采用的机床有三种主要类型:平面磨床、内外圆磨床及工具成型磨削机床。精加工磨削时要严格控制磨削变形和磨削裂纹的出现,哪怕是工件表面的显微裂纹,否则在后续的工作中也会渐渐显露出来。因此,精密磨削时的进刀量要小,磨削中冷却要充分,尽量选择冷却液介质,加工余量在0.01mm内的零件要尽量恒温磨削。磨削工件时一定要谨慎选择磨削砂轮。磨削加工中要及时修整砂轮,保持砂轮的锐利,当砂轮钝化后会在工件表面滑擦、刻划、挤压,造成工件表面烧伤、显微裂痕或产生沟槽,对盘类、板类零件的加工大部分采用平面磨床加工,加工长而薄的薄板件时,有一定的加工难度。加工前在磨床磁力台的强力吸引下,工件原先存在某种弯曲产生平直形变,贴紧于工作台表面,待磨削后,工件又在原应力作用下变形回复,测量板件厚度时显示一致,但对于板件厚度尺寸有严格要求时,备料中必须根据工件材料、形状、切削加工手段、热处理方法等综合因素,适当加放厚度余量。

综上所述:模具企业注重模具零件的精密加工工艺过程控制,是模具企业长久有效的生存发展之道。通过工艺过程控制可以最大限度地减少零件超差、报废,从而有效提高模具在生产使用中寿命,稳定产品质量有着深远的意义。所以东莞宜泽模具一直做好模具零件精密加工过程的控制,积极做好精密模具零件加工,所以东莞宜泽模具一直是国内出口精密模具零件最高的厂家。
宜泽模具专注于结构件塑胶模具、非标圆件、小零件塑胶模具、精密塑胶模具、塑胶配件制品模具,从模具设计到模具整工序制造、模具组立试模、产品注塑加工,整流程服务,模具精度达0.005mm,注塑产品精度达0.02mm,欢迎咨询。